La rectification plane
Le montage des pièces
Pour la rectification plane il est indiqué d'utiliser le plateau magnétique de la machine. Disposer, autour des pièces de faibles surfaces, des cales d'acier aussi larges que possible, elles assureront la tenue des pièces. Les pièces encombrantes ou non magnétiques sont bridées sur la table de la machine ou dans un montage d'usinage. Si les pièces forment un caisson, on peut monter à l'intérieur des cales en fonte ou en acier qui vont assurer une stabilité suffisante.
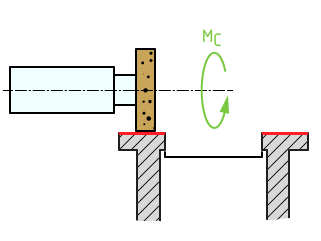
La rectification avec meule cylindrique
Si la meule est moins large que la largeur de le pièce, en plus du mouvement d'avances donné à la pièce la meule va recevoir un mouvement de balayage. Si la meule est plus large que la surface à rectifier deux mouvements seulement sont nécessaires pour engendrer la surface : le mouvement de coupe de la meule et le mouvement d'avance de la pièce.
Il est toutefois préférable de donner à la meule de légers déplacements axiaux qui permettront de conserver la rectitude de sa génératrice.
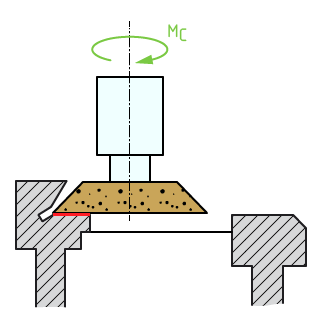
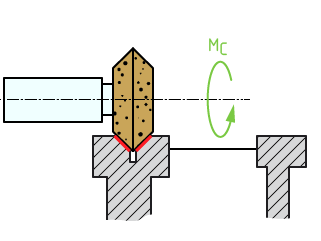
La rectification avec meule boisseau
Le diamètre de la meule doit être plus grand que la largeur de la pièce à rectifier pour assurer un bon dégagement des copeaux.
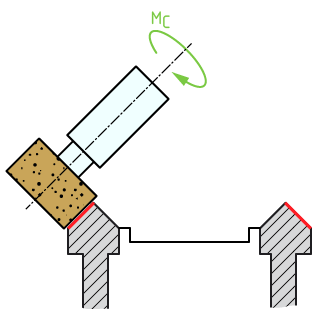
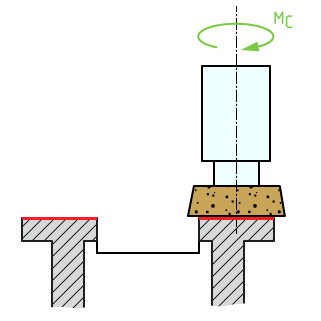
La rectification avec meule de forme ou meule profilée
Ces types des meules sont employées pour la rectification de surfaces associées. Prévoir un dégagement de meule.
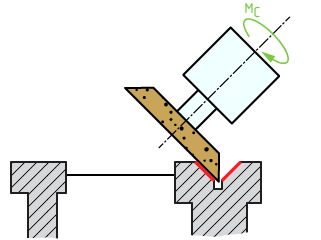
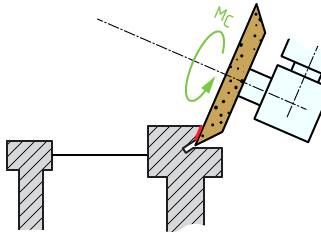
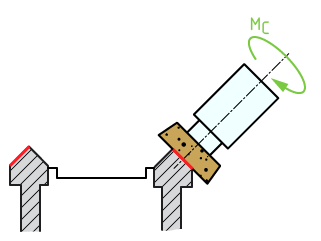
La rectification avec meule assiette
Les outils meule sont ou non associés. Des machines à rectifier à plusieurs têtes orientables permettent, à l'aide des meules assiettes, l'obtention de surfaces associées (ex : rectification des glissières).