

La rectification cylindrique et conique : rectification extérieure
Cas des pièces longues montées entre pointes
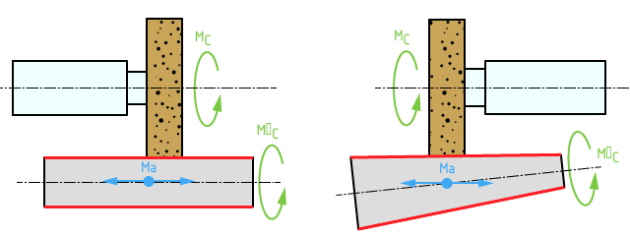
Dans la plupart des cas la pièce reçoit le mouvement d'avance, qui est un balayage. L'axe de la pièce est parallèle à celui de la meule pour la rectification cylindrique et les deux axes sont concourants pour les opérations de rectification des cônes. Pour des pièces dont la longueur d'usinage est supérieure à dix fois le diamètre il est nécessaire d'annihiler les vibrations et les déformations pouvant apparaître lors de la rectification. Ceci impose l'utilisation d'une lunette pour soutenir la pièce.
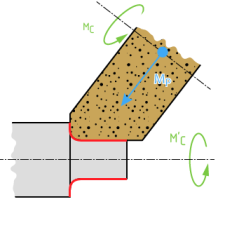
La rectification en plongée
Cette opération s'applique aux surfaces de longueur (à rectifier) inférieure à deux diamètres.
La pièce étant courte, le montage se fait en mandrin, en pinces ou par le cône de la broche (si une surface de référence au cône correspondant est déjà réalisée). Pour les pièces longues il est indiqué d'utiliser un montage entre-pointes.
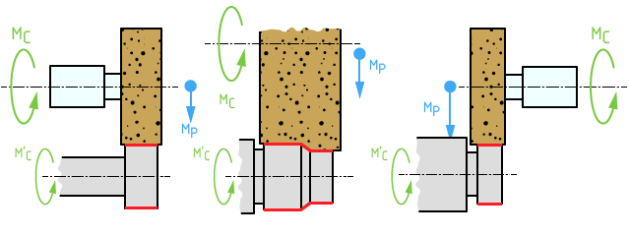
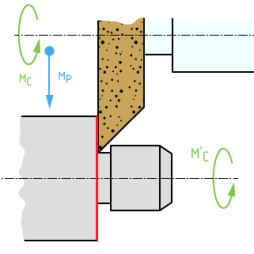
Le mouvement de pénétration
 est donné à la meule, qui joue le rôle d'un outil de forme. Pour les surfaces cylindriques, l'axe de la pièce et celui de la meule sont parallèles tandis que pour les surfaces coniques ces axes sont concourants. On peut également obtenir des surfaces coniques et/ou de révolution diverses par taillage de la meule et axes parallèles.
est donné à la meule, qui joue le rôle d'un outil de forme. Pour les surfaces cylindriques, l'axe de la pièce et celui de la meule sont parallèles tandis que pour les surfaces coniques ces axes sont concourants. On peut également obtenir des surfaces coniques et/ou de révolution diverses par taillage de la meule et axes parallèles.
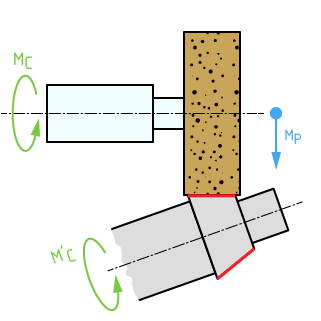
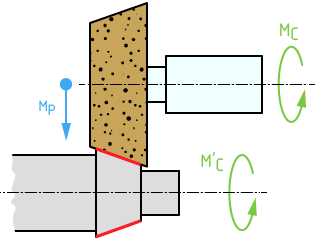
La rectification d'un tourillon nécessite un dégagement de meule. Avec une meule dressée dont l'axe est concourant à celui de la pièce on obtient le tourillon et son épaulement avec un raccordement qui évite l'affaiblissement de la pièce.
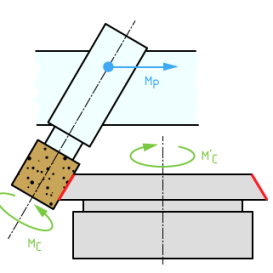
La rectification cylindrique / conique sur pièces courtes de grand diamètre
Dans ce cas l'axe de la pièce, placée sur la table tournante, est vertical. Le porte meule s'oriente et se déplace (
) sur une traverse de la machine. Pour la rectification d'épaulements une meule assiette doit être utilisée (nécessité d'avoir donc un dégagement de meule).
Remarque :
Pour la rectification en plongée la largeur des meules est supérieure à la longueur des surfaces.




