La rectification cylindrique et conique : rectification intérieure
Les pièces montées en l'air peuvent être fixées sur plateau, en mandrin, en pinces ou dans le cône de centrage de la machine.
Les pièces longues sont soutenues par une lunette rigide, sur une portée rectifiée placée le plus près possible de la surface à rectifier.
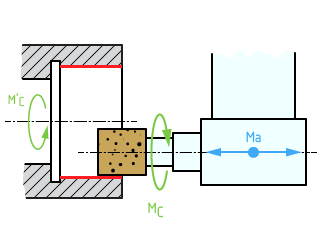
La rectification d'alésages cylindriques et d'épaulements intérieurs
L'axe de la pièce et celui de la meule sont parallèles; la meule est cylindrique et elle reçoit dans la plupart du temps le mouvement d'avance. Il est nécessaire d'avoir un alésage débouchant ou un dégagement de meule. Pour les épaulements intérieurs le mouvement d'avance est donné à la meule boisseau. Cette opération nécessite aussi un dégagement de meule.
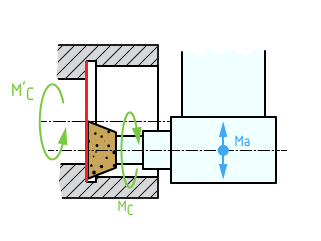
La rectification d'alésage conique et en bout
Pour ce type d'usinage l'axe de la pièce et l'axe du meule sont concourants ; la meule est cylindrique. Le mouvement d'avance est donné soit à la pièce soit à la meule. | 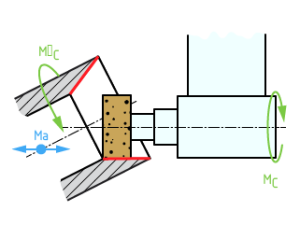 La rectification d'un alésage conique |
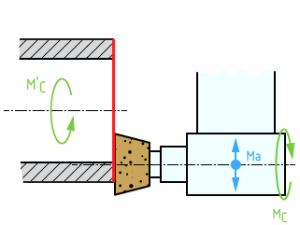 La rectification en bout. | Le travail en bout est identique au travail d'épaulement intérieur. |
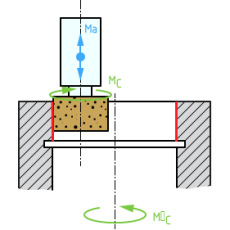
La rectification d'alésages cylindriques et coniques de grand diamètre
Compte tenu du fait que les pièces de ce type sont lourdes, on ne peut pas les mettre en rotation à cause d'un balourd possible (alésage excentré). La meule reçoit le mouvement de coupe
 plus un mouvement planétaire
plus un mouvement planétaire
 autour de l'axe de l'alésage. Le mouvement de pénétration est également donné à la meule.
autour de l'axe de l'alésage. Le mouvement de pénétration est également donné à la meule.
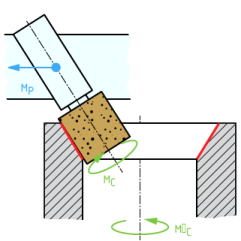
Le travail d'un alésage conique est identique à celui de rectification des cônes extérieurs de grand diamètre.