

Le taraudage
Les trous taraudés peuvent être débouchants ou borgnes. Ils peuvent opérer par coupe ou par déformation et se caractérisent par :
leur forme (ex : courts),
le diamètre nominal (ex. : M10),
le profil du filet (ex. : ISO).
Le taraudage par coupe
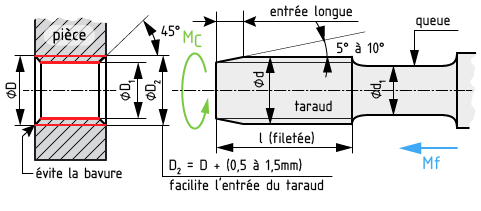
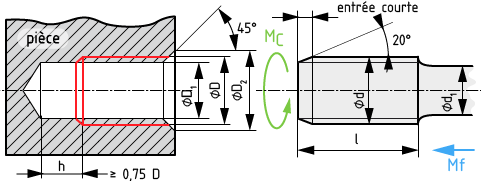
Du point de vue de leur géométrie, les tarauds possèdent une entrée qui permet la coupe progressive de la matière. Celle-ci peut être :
courte (sur 2 ou 3 filets), pour trous borgnes ;
longue (8 ou 10 filets), pour trous débouchants.
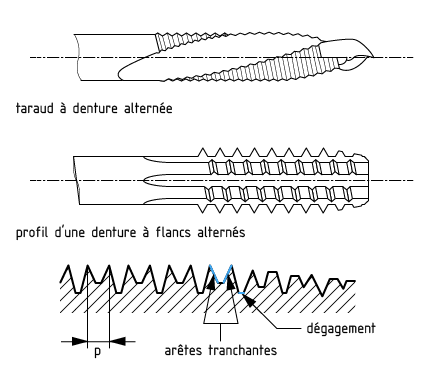
La forme des gorges (droites ou hélicoïdales, voir figure suivante) n'influence pas les angles de coupe et de dépouille. L'hélice favorise le guidage et oriente la sortie des copeaux.
La géométrie du taraud est donc conçue de façon à :
faciliter la pénétration dans l'avant-trou (chanfreins d'entrée),
former le copeau,
guider le taraud engagé,
évacuer le copeau (goujoures, denture alternée, sens de l'hélice).
Remarque :
Sur les tarauds classiques, les deux flancs de la denture travaillent en même temps, ce qui provoque un bourrage du copeau. Pour supprimer ce problème, on alterne la denture - sur une dent seul un côté travaille, l'autre flanc du profil étant réalisé par la dent suivante.
Généralement, les taraudages sont réalisés :
manuellement,
sur machine spéciale à tarauder,
sur tour automatique ou à décolleter,
sur perceuse.
Le taraudage en grande série est une opération de reprise réalisée sur machine spéciale. L'opération est réalisée avec un porte - taraud pourvu d'un limiteur de couple, généralement réglable. Trois techniques sont employées :
taraudage avec inversion de marche (le taraud coupe à l'aller à la vitesse de broche, le retour est accéléré),
taraudage à l'enfilade (le porte - taraud peut être enlevé pendant la rotation de la broche),
taraudage en continu (le taraud possède une queue cintrée souple pour le passage des écrous taraudés).




