

Les cotes fabriquées
L'établissement d'un processus d'usinage impose la détermination, par choix raisonné ou calcul, de toutes les cotes et tolérances dimensionnelles et géométriques effectivement réalisées sur la pièce et dont l'ensemble est regroupé sous le terme cotation de fabrication (CF) ou d'usinage. Celle-ci n'apparaît que sur les documents qui explicitent le processus d'usinage (dessins de phase ou d'opération) et ne constitue qu'une étape dans l'évolution ayant pour origine la pièce brute et pour objectif final la pièce usinée (conforme au dessin de définition). Ainsi certaines cotes d'usinage mesurables (ou contrôlables) en cours de processus n'existent plus sur la pièce finie.
Définition :
Une cote fabriquée est l'ensemble borné st ordonné des dimensions des pièces d'une série, dimensions définies entre deux points d'une surface ou de deux surfaces concernées d'une même phase.
En travail de série, la cote d'usinage est obtenue sur la pièce par enlèvement de matière, à l'aide des outils coupants ayant fait l'objet de réglages préalables (par rapport au référentiel de la pièce). Cette cote ainsi obtenue est donc une cote de fabrication. La raison principale pour ce type de réglage est que l'on recherche la rentabilité et l'interchangeabilité des pièces satisfaisant la cotation demandée par le bureau d'études. Lorsqu'elle apparaît dans une opération, elle concerne dans tous les cas au moins une des surfaces réalisées lors de cette opération. Avec une même prise de pièce, au moins une des cotes de fabrication à pour origine la surface de la pièce en contact avec le référentiel de mise en position, afin de situer les usinages réalisés par rapport aux surfaces choisies comme référence.
Remarque :
Une cote fabriquée est définie uniquement sur une série de pièces.
Remarque :
Certaines cotes de fabrication sont obtenues par transfert de cotes fonctionnelles.
La recherche d'une cotation d'usinage logique
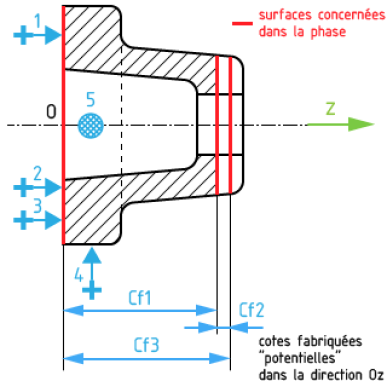
Les surfaces concernées par la cotation de fabrication dans une phase sont respectivement :
celles qui participent à la mise en position des pièces,
les surfaces réalisées (usinées).
Règle de base à respecter : Le régleur ou l'opérateur ne doivent pas avoir des calculs à effectuer pour les productions de série. Pour cela, on envisage l'un ou l'autre de ces deux types de cotes :
soit les cotes « idéales » de réglage proprement dites des outils et des butées de la machine, mais cela implique la connaissance précise des dispersions du procédé.
soit les cotes à satisfaire sur les pièces mais utiles au régleur, c'est à dire lui évitant des calculs. Ainsi, connaissant bien la machine et les cotes tolérancées à obtenir, le régleur peut réaliser certains réglages avant ou pendant l'usinage de la première pièce ; après contrôle de cette première pièce, il retouche les réglages s'il y a lieu. Cette dernière mesure est couramment adoptée dans l'industrie à défaut de pouvoir calculer les cotes idéales dé réglage des machines.
Les différentes cotes de fabrication
Selon les éléments référentiels utilisés pour effectuer les réglages des outils coupants les cotes de fabrication sont classées en trois catégories :
Les cotes dites « cotes-machines » (Cm),
Les cotes dites « cotes-appareillages » (Ca),
Les cotes dites « Cotes-outils » (Co).
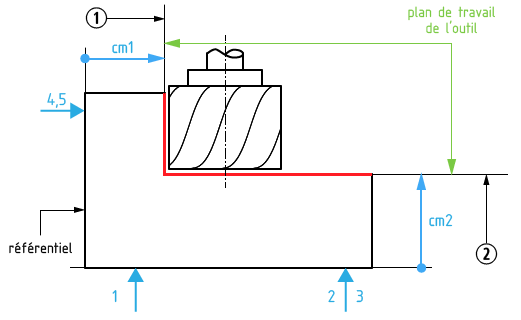
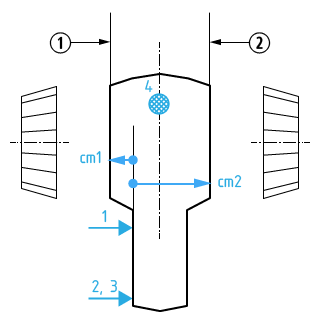
Les cotes dites « cotes-machines » (Cm)
Les cotes définissant la forme et la position des surfaces usinées, entre le référentiel pièce et le plan de travail de l'outil (ou point générateur de l'outil) lorsque celui-ci est réglé par rapport au référentiel (par rapport aux éléments de mise en position) sont couramment dites "cotes - machines" Cm. Exemples : un montage porte-pièce, la table de la machine, etc.
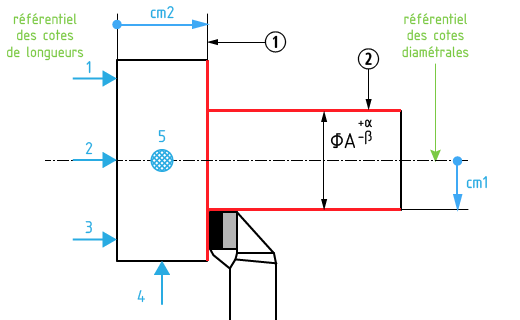
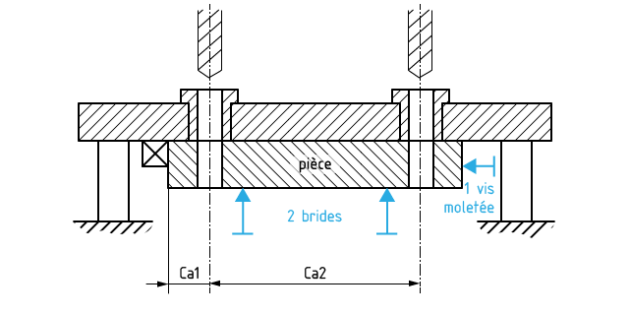
Les cotes dites « cotes-appareillages » (Ca)
Ce sont les cotes obtenues à partir d'un appareillage ou par un gabarit de copiage. Les trajectoires des outils réalisant les cotes de fabrication sont imposées par des appareillages dont les positions sont définies par rapport à des référentiels fixés. Les appareillages peuvent :
faire partie de la machine : verniers, butées mécaniques, etc.
être des éléments indépendants de la machine : plateaux diviseurs, dispositif de copiage, canons-guides des alésages, etc.
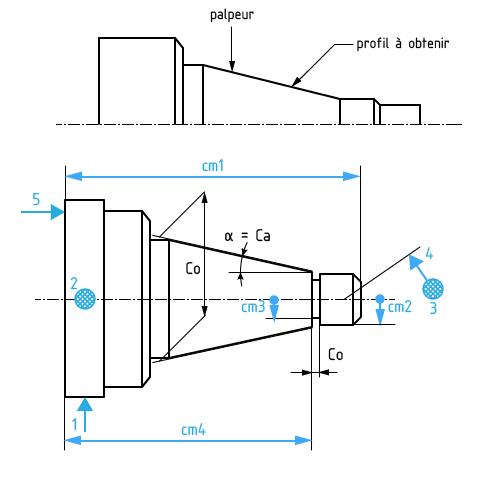
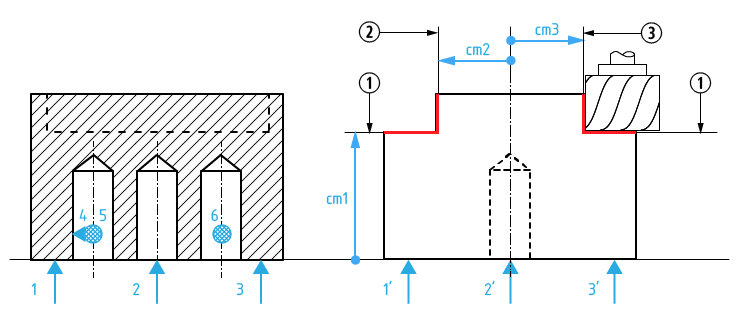
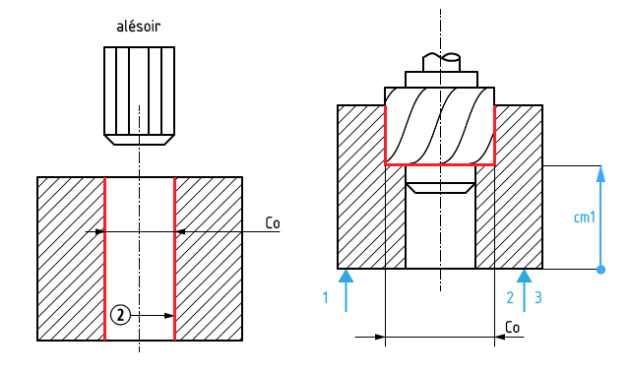
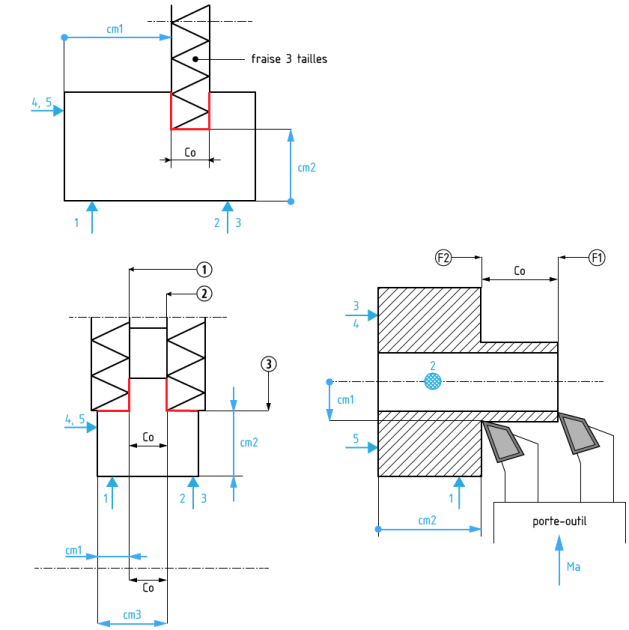
Les cotes dites « Cotes-outils » (Co)
Ce sont les cotes définissant la forme, la dimension, la précision des surfaces usinées données, par l'outil (foret, alésoir, fraise 3 tailles) ou par l'association de plusieurs outils travaillant simultanément (train de fraises) et réglées par des cotes machines ou cotes appareillages.
Les surfaces définissant la cote de fabrication sont réalisées par des outils réglés entre eux. On distingue deux situations :
les outils sont différents et sont réglés entre eux par l'intermédiaire d'un élément support (outils sur porte-outils, plaquettes amovibles sur support),
les différentes arêtes de coupe appartiennent à un outil monobloc et sont réglées entre elles par construction puis affûtage (outils de forme de tournage, forets, fraises à rainurer).
La notion de référentiel auxiliaire de réglage
Dans la plupart des cas, les cotes appareillages ou outils ont une extrémité accrochée à un référentiel auxiliaire de réglage constitué de surfaces usinées dans la même phase et reliées par la cotation de fabrication aux surfaces en contact avec le référentiel de mise en position de la pièce (à la phase considérée).
Complément :
Installation des cotes de fabrication : cas particulier. En tournage, lorsque l'on utilise un appareillage spécial pour des pièces de formes variées, on réalise une cote appareillage.
Conseil : Choix d'une cote d'usinage
Au moment de choisir le procédé d'usinage, le préparateur peut hésiter pour l'adoption d'une cote-outil , d'une cote-machine, ou d'une cote-appareil. Il est conseillé de procéder respectivement :
a) Une cote outil
 est souvent préférable à une cote-machine
est souvent préférable à une cote-machine
 . En effet, la dispersion d'une cote outil est en général plus faible que celle d'une cote dont les causes de dispersion sont beaucoup plus nombreuses. D'autre part, une cote-outil réalise 2 surfaces associées alors qu'une cote-machine n'en réalise qu'une seule, d'où l'avantage économique pour les travaux de série, cette solution permettant le groupement de surfaces à l'usinage.
. En effet, la dispersion d'une cote outil est en général plus faible que celle d'une cote dont les causes de dispersion sont beaucoup plus nombreuses. D'autre part, une cote-outil réalise 2 surfaces associées alors qu'une cote-machine n'en réalise qu'une seule, d'où l'avantage économique pour les travaux de série, cette solution permettant le groupement de surfaces à l'usinage.
b) Une cote appareil
 est souvent préférable à une cote-machine
car la dispersion d'une cote-appareil ne dépend essentiellement que de la précision de cet appareil. D'autre part, la machine est banale, donc moins coûteuse, et un ouvrier de qualification moyenne peut suffire pour réaliser une série de pièces. Mais ceci ne convient pas aux travaux unitaires car le prix de l'appareil spécial doit pouvoir être amorti sur une sérié de pièces suffisantes.
est souvent préférable à une cote-machine
car la dispersion d'une cote-appareil ne dépend essentiellement que de la précision de cet appareil. D'autre part, la machine est banale, donc moins coûteuse, et un ouvrier de qualification moyenne peut suffire pour réaliser une série de pièces. Mais ceci ne convient pas aux travaux unitaires car le prix de l'appareil spécial doit pouvoir être amorti sur une sérié de pièces suffisantes.
Conclusion : L'emploi des cotes-outil et des cotes appareillage est particulièrement intéressant pour les travaux de série.




