

L'inventaire des critères d'élaboration
Les contraintes technologiques
Elles dépendent des moyens disponibles mis en œuvre (outils, outillages, Machines-Outils disponibles, efforts de coupe ...). Les contraintes technologiques concernent plusieurs catégories de moyens, respectivement :
a) les machines. Leurs possibilités techniques sont limitées en termes de :
nature des surfaces pouvant être usinées,
types d'associations possibles des surfaces,
capacité,
qualité des surfaces usinables (état, forme),
paramètres de coupe possibles.
b) les outils. Les possibilités techniques sont :
le type d'usinage : ébauche, finition, etc.,
la nature et la dureté des matériaux usinables,
les conditions de coupe admises,
la nature des trajectoires,
la qualité et l'état de surface attendus,
la nature et la valeur de l'usure prévisible.
c) les outillages, dont les possibilités techniques sont limitées en termes de :
nature des prises de pièces et d'outils,
nature des maintiens en position,
dispersions prévisibles.
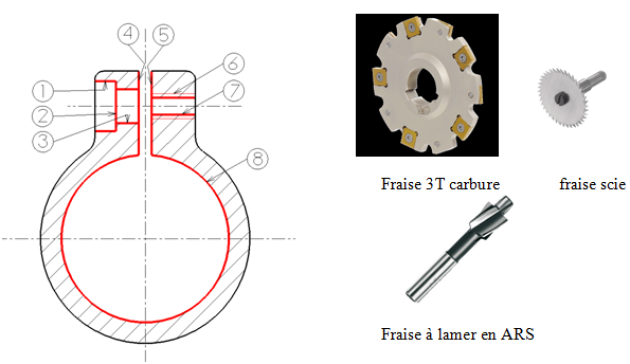
Exemple : Usinage d'une pièce comportant des alésages et des rainures
Pour l'usinage des surfaces notées de 1 à 8 on se propose d'identifier les surfaces associées et de donner un ordre de réalisation des opérations. Ces choix seront faits compte tenu de certaines contraintes technologiques, respectivement :
la surface 4 sera associée avec la surface 5 en raison de l'utilisation d'un même outil : fraise 3 tailles ou fraise scie,
les surfaces 1 et 2 seront associées car elles sont obtenues simultanément à l'aide d'une fraise à lamer,
la surface 8 sera usinée avant les surfaces 4 et 5, ceci afin d'éviter la déformation de la pièce, déformation qui peut apparaître si la rainure est usinée avant le perçage (le foret peut "accrocher" au niveau de la surface 5, ce qui engendra sa déformation, il y a également l'éventualité de relaxation de contraintes),
le perçage de 7 sera réalisé avant le taraudage de 6 (impossible de réaliser le filet sans percer au préalable),
le perçage de 3 sera réalisé avant de procéder au lamage de 1 et 2. Puisque la fraise à lamer doit être guidée, il est alors nécessaire de réaliser d'abord le perçage,
l'usinage des surfaces 4 et 5 sera fait après la réalisation des opérations de perçage, taraudage, lamage, pour éviter la déviation des outils de perçage.
Conclusion : l'ordre des opérations est le suivant :

Exemple : Usinage de rainure et d'alésage sécants
On se propose de donner l'ordre de réalisation des opérations, compte tenu des contraintes technologiques. Celles ci sont liées au risque de déviation du foret si l'usinage de la rainure (2) est fait avant le perçage de la surface (1).
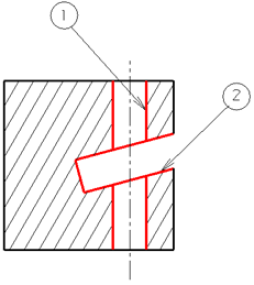
En conclusion : l'ordre des opérations est le suivant :

Exemple : Étude de l'usinage des alésages sécants
On se propose de donner l'ordre de réalisation des opérations pour la pièce illustrée ci-après. Dans le cas d'alésages sécants, le problème vient du fait que le forêt ou l'alésoir va travailler aux chocs à l'intersection des 2 alésages. Il y a donc un risque de coincement de l'outil pour le
 trou, ou de détérioration rapide de celui-ci.
trou, ou de détérioration rapide de celui-ci.
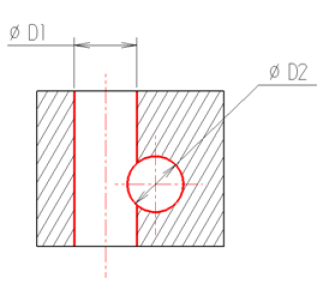


On réalise l'alésage le plus précis en premier

On réalise d'abord l'alésage qui a le plus petit diamètre
Exemple : Étude chronologique de l'usinage pour une rainure et un chariotage
On se propose de donner un ordre de réalisation des opérations pour l'usinage de la pièce suivante. On remarque que l'usinage de la gorge (1) en premier risque d'affaiblir la pièce pour l'usinage de (2) en chariotage.
En conclusion l'ordre des opérations sera le suivant :

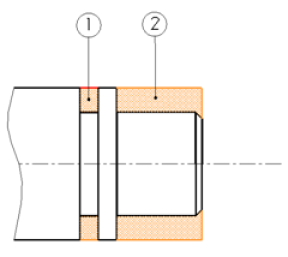
Exemple : La réalisation des alésages
On demande d'indiquer un ordre pour la réalisation des surfaces 1 (dressage) et 2 (alésage) sur la pièce suivante. Les surfaces brutes sont couvertes par une couche de calamine très dure. Il est préférable de préserver les outils fragiles comme les outils à aléser ou les alésoirs, au moment de l'attaque de la pièce.
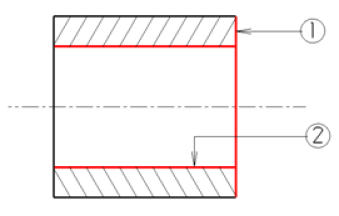
En conclusion les opérations seront réalisées dans l'ordre suivant :
Les associations géométriques
Les associations géométriques sont imposées par la cotation du dessin de définition et par la précision des machines disponibles en termes de qualité obtenue.
Les paramètres les plus importants à considérer pour ce type de contraintes sont :
l'étendue des surfaces et leur précision,
la forme et l'état des surfaces,
la position relative des surfaces,
la précision des surfaces à obtenir,
le volume "enveloppe" de la pièce.
Exemple : Le respect des spécifications géométriques de forme
On se propose de donner l'ordre de réalisation des opérations d'usinage pour la pièce suivante.
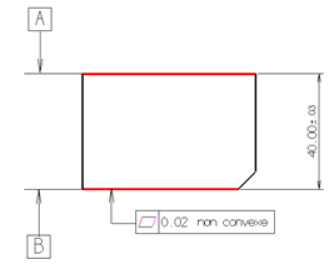
Pour la surface (B) on impose une meilleure qualité que pour la surface (A). Elle sera donc usinée en respectant également la spécification géométrique de planéité, l'ordre des opérations est le suivant :

Exemple : Le respect des spécifications géométriques d'orientation
Il faut indiquer l'ordre de réalisation des opérations pour l'usinage des surfaces A et B. La surface (B) est la surface tolérancée. Elle doit être perpendiculaire à la surface de référence (A). Il faut également tenir compte des qualités morpho dimensionnelles des surfaces.
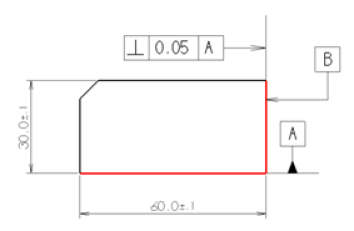
Conclusion : l'ordre des opérations est le suivant :
Exemple : Le respect des spécifications géométriques de position
Donner pour l'usinage des surfaces A,B et C l'ordre de réalisation des opérations. Les surfaces (A) et (B) sont une référence commune, l'axe considéré étant celui passant par A –B. Il est donc préférable de les usiner sans démontage. Il en résulte un montage entre pointes de la pièce.
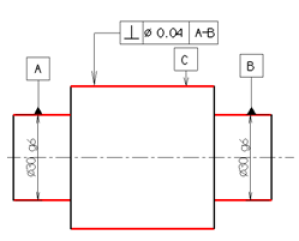
Conclusion : l'ordre des opérations est :

Fondamental :
Les surfaces de référence sont usinées toujours avant les surfaces tolérancées.
Les critères physiques
Critères physiques, relatives à la pièce :
la masse,
les caractéristiques matériau (dureté, résistance à la corrosion, etc.),
la déformabilité.
Les critères économiques
Les critères économiques devant être considérés pour l'usinage sont respectivement :
le coût horaire estimé,
le délai de fabrication,
la taille et le type de la série des pièces à réaliser,
la cadence de fabrication.




