

L'alésage
Définition :
L'opération d'alésage est le calibrage d'un trou (soit brut soit percé) au foret ou au foret aléseur.
Elle peut se faire sur tout type de perceuse, sur machines-outil à commande numérique, sur tour (à l'alésoir machine ou à l'outil d'enveloppe).
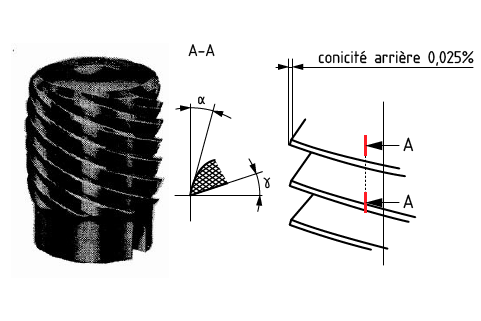
L'alésoir est conçu pour réaliser un enlèvement de matière par les lèvres frontales et un calibrage (copeau très fin) par les lèvres périphériques.
L'hélice est prévue pour diriger le copeau :
soit vers le haut, pour les trous borgnes,
soit vers le bas, pour les trous débouchants.
Les alésoirs utilisés en production sont en ARS (petits et moyens) ou à lames carbure. Leurs principales dimensions sont normalisées.
L'alésoir ne coupe qu'en bout par trois ou quatre lèvres (ébauche) ou plusieurs lèvres (finition).
Un alésoir est guidé sur une longueur
 par ses listels rectifiés (voir
Dietrich et al[1]).
par ses listels rectifiés (voir
Dietrich et al[1]).
Suivant la normalisation, on classe les alésoirs machine en :
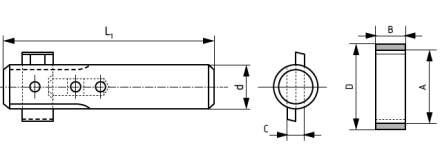
alésoirs creux à alésage conique,
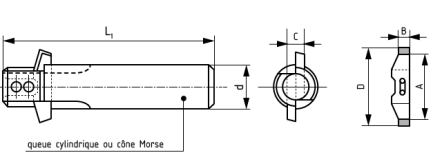
alésoirs pleins à queue cylindrique,
alésoirs pleins à queue conique,
alésoirs pour cônes morses ou métriques (à queue cylindrique ou conique),
alésoirs longs, pour machine, à queue cône morse.
Habituellement, les alésoirs sont fabriqués avec la tolérance m6 (qualité courante normalisée) pour réaliser des alésages H7 dans des conditions normales.. Le diamètre effectif réalisé dépend, lui, de nombreux facteurs : la matière à usiner, la sur-épaisseur à enlever, l'angle de coupe, etc...
Conseil :
Il est toujours recommandé d'employer un alésoir dont la tolérance est plus faible que celle de l'alésage à obtenir.
Les barres d'alésage à têtes interchangeables
Ce type d'outil comporte deux éléments principaux :
la barre support,
la tête interchangeable.
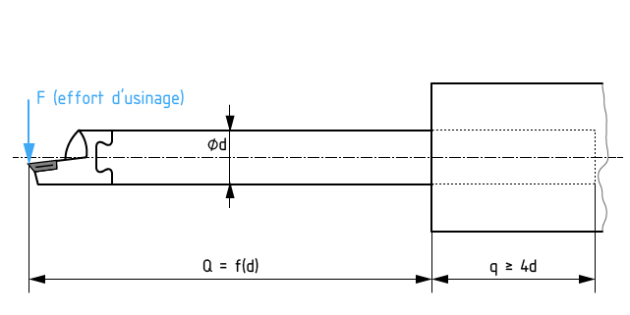
Le choix du type de barre dépend :
du diamètre de l'alésage à réaliser,
de la section du copeau,
du porte-à-faux de la barre défini par la cote Q,
de la longueur d'encastrement définie par la cote q.
Le choix de la tête est fonction des formes à obtenir et des opérations à réaliser (alésage, chambrage).
Les cartouches à plaquettes amovibles
Définition :
On entend par cartouche un outil dans lequel une plaquette amovible est fixée mécaniquement et qui est généralement utilisé sur une barre d'alésage.
La cartouche est fixé sur la barre au moyen d'une ou deux vis transversales.

Les barres avec grains ou unités micrométriques
L'unité d'alésage micrométrique est un outil de précision monté sur une barre. Elle comporte un grain à plaquette amovible et peut être réglée à 0,001 mm près.
Le réglage de la cote, effectué de l'avant, permet de monter la tête dans un trou borgne de la barre.
Le jeu du filetage est éliminé au moyen d'un dispositif de pré-tension efficace sur toute la plage de réglage. Les unités micrométriques sont placées sur les barres en montage droit ou oblique. L'angle d'attaque est de 75° ou 90° suivant le type d'unité choisi.
Les outils particuliers d'alésage
Les alésoirs expansibles à lames
Les alésoirs à lames réglables possèdent deux arêtes de coupe diamétralement opposées permettant de réaliser un alésage parfaitement cylindrique. Les 2 moitiés de lame coulissent l'une sur l'autre, par une glissière en vé rectifiée. L'expansion importante permet les ré-affûtages.
Les lames peuvent être :
monoblocs (en ARS) ;
à plaquettes carbure amovibles.
Les alésoirs à lame sont :
à lames fixes (alésoirs d'ébauche). Les alésoirs d'ébauche peuvent recevoir plusieurs lames de diamètres différents. Le flottement des lames des alésoirs de finition compense les défauts d'alignement.
à lames flottantes (alésoirs de finition).
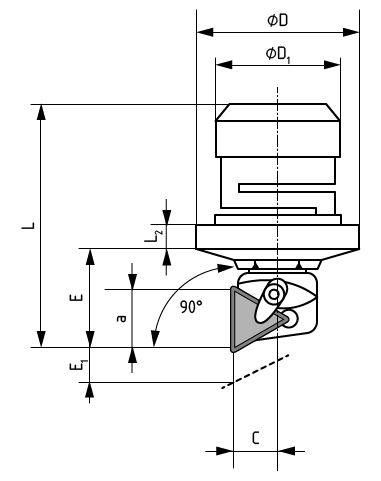
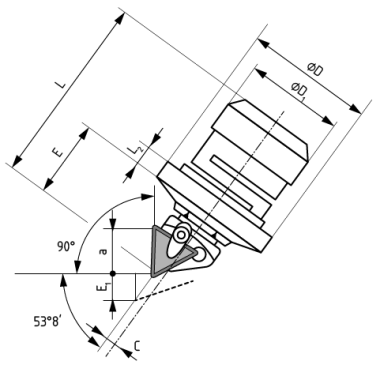
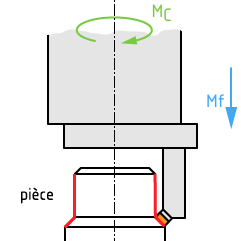
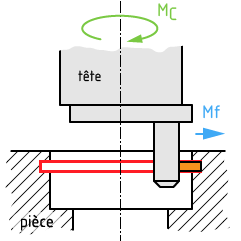
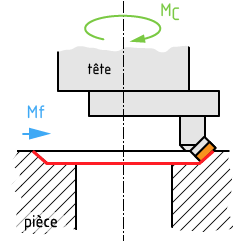
Les têtes universelles
Les têtes universelles (figure) permettent de réaliser sur des pièces fixes des opérations diverses sur aléseuses, machines à pointer ou fraiseuses.
Elles sont composées :
d'un corps comportant une glissière en queue d'aronde,
d'un coulisseau porte-outil, à réglage micrométrique.
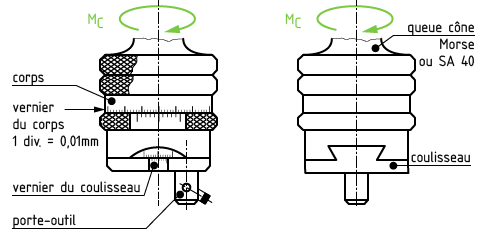
La précision est de 0,01 mm sur le diamètre réglé. Les têtes comportent un système d'avances automatiques. Généralement, l'avance est donnée par la machine-outil.
Les principales opérations réalisées sont :
l'alésage,
le cylindrage extérieur,
la façonnage de gorges,
le dressage de faces,
l'alésage et le dressage consécutifs.
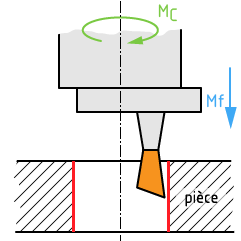

Les méthodes d'alésage
La fonction d'un alésoir est le calibrage.
La localisation du trou doit être assurée par l'outil précédent : foret, foret aléseur, grain, etc...
De ce fait l'alésoir doit être monté flottant par rapport à la pièce pour les travaux de finition, sauf dans le cas ou l'alésage est obtenu directement après perçage (qualité 8 à 11).
Trois solutions sont possibles (voir Longeot et Jourdan[2]) :
porte-outil flottant,
porte-pièce flottant,
lames flottantes.




