

Le perçage
Généralités
Le terme perçage s'applique à l'ensemble des opérations permettant la réalisation de trous cylindriques débouchants ou borgnes. On peut réaliser aussi des trous coniques, mais cette opération est moins courante.
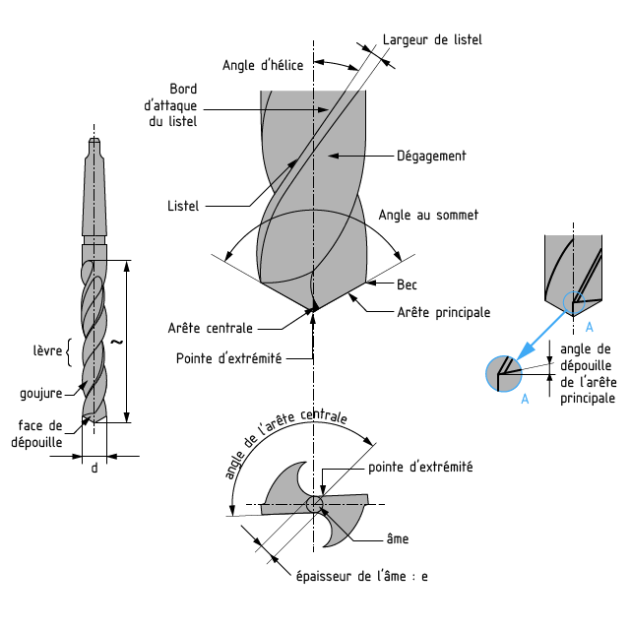
Le foret hélicoïdal (illustré sur la figure suivante) comprend généralement (il existe des forets à trois goujures et 3 listels, ...) (voir Dietrich et al.[1]) :
un corps (diamètre d)
deux listels de guidage
deux goujures décroissantes,
une pointe dont l'angle est variable (suivant la matière usinée),
la queue (cylindrique ou conique morse).
Remarque :
En production mécanique on utilise très souvent des forets en ARS. Les forets à plaquette carbure sont utilises rarement, dans des situations particulières et pour des usinages spéciaux. Les forets carbures monoblocs revêtus ou non sont d'un usage courant.
La classification des forets
Suivant leur forme, on distingue :
les forets cylindriques : série extra-courte, courte, longue et extra-longue ;
les forets à queue conique ou cône morse (utilisés pour le travail de série) : série longue, série courte et série extra-longue ;
les forets aléseurs : à queue cylindrique et à queue conique.
Suivant leur angle d'hélice, on classifie les forets dans les catégories suivantes :
à hélice normale - pour les perçages courants ;
à hélice longue - pour les métaux à copeaux fragmentés ;
à hélice courte - pour des métaux à copeaux continus.
Les forets à centrer
En raison des exigences liées soit à la qualité dimensionnelle des cotes à réaliser soit à la réduction des efforts de coupe en début d'un travail de perçage, on utilise couramment des outils appelées forets à centrer. Le choix d'un foret à centrer dépend des dimensions de la pièce, des efforts supportées et de la précision du travail à réaliser.
Ces outils sont classés respectivement en :
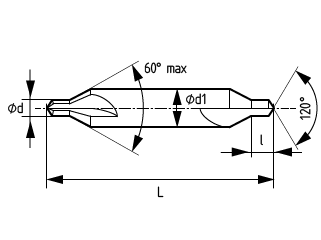
centre sans chanfrein de protection (type A),
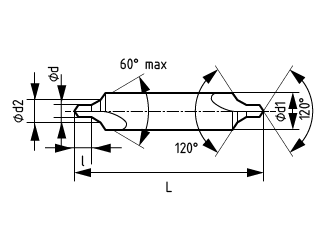
centre avec chanfrein de protection (type B),
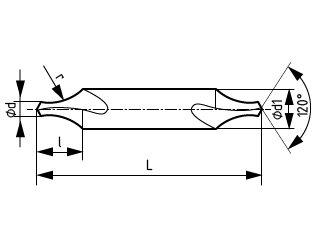
centre à profil curviligne (type R) pour travaux de grande précision.
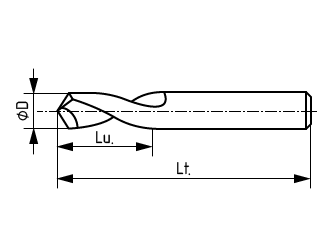
Le foret à pointer
Pour préparer les perçages et pour éviter la déviation du foret au moment de l'attaque de la pièce, on utilise un foret court dont l'angle de pointe est de 90° et qui comporte une âme amincie. Cet outil s'appelle foret à pointer.
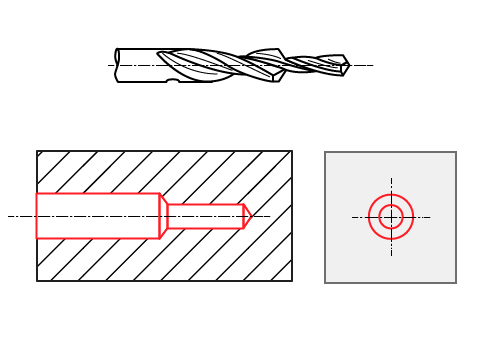
Les forets étagés
Ils permettent de réaliser des perçages étagés (figure ci-dessous) sans démontage d'outils. On les utilise généralement pour réaliser des avant-trous de taraudage avec chanfrein d'entrée à 90°.
Les outils spéciaux de forage
Les outils spéciaux de forage (à mise carbure fixe ou à plaquettes amovibles carbure) permettent de réaliser des travaux particuliers dans divers matériaux, avec angles de coupe convenant à chaque cas.
Les travaux spéciaux sont classifiés en trois catégories :
forage - réalisation d'un trou en une seule opération (travail dans le plein),
carottage - réalisation de grands diamètres dans le plein avec récupération de la chute (appelée aussi carotte),
réalésage - réalisation d'un trou plus précis à partir d'ébauche venant de forge, de fonderie ou de forage.




