

Étude de cas : cotation de fabrication, usinage d'une fourchette d'embrayage
Soit l'usinage de la fourchette d'embrayage (dessin de définition et gamme donnés ci-après). Compléter la feuille de simulation d'usinage de cette pièce en suivant l'axe Oz.
Consultez le dessin de définition sur ce lien :
Le dessin de définition de la fourchette d'embrayage
Gamme d'usinage de la fourchette d'embrayage :
PH 10 Contrôle du brut.
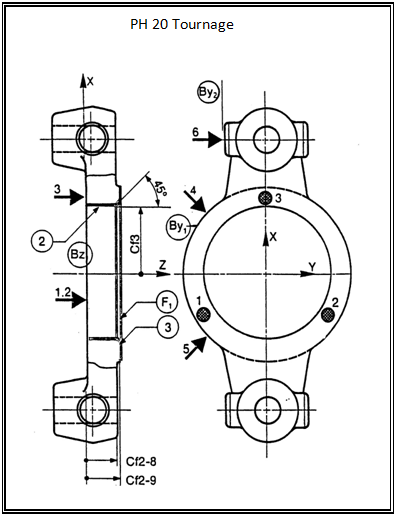
PH 20 Tournage :
appui plan sur la face brute Bz 1
centrage court sur By 1
orientation sur By 2
dresser la face F1 : Cf 2-9 (ébauche et finition)
aléser 2 Cf3 (ébauche et finition)
chanfreiner 3 Cf2-8
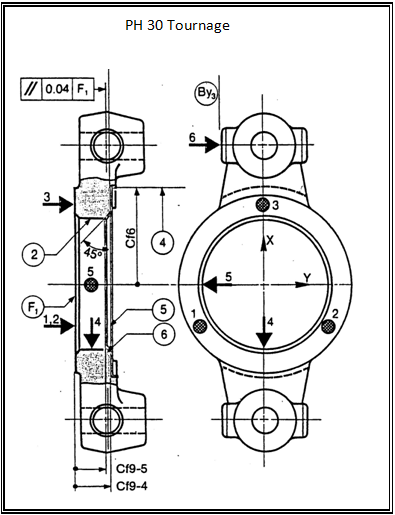
PH 30 Tournage
appui plan sur la face F1
centrage court dans 2
orientation sur By3
aléser 4 Cf6 et dresser 5 Cf9-4 (2 passes)
chanfreiner 6 Cf9-5
PH 40 Perçage
PH 50 Alésage
PH 60 Fraisage
PH 70 Perçage
PH 80 Sciage
PH 90 Contrôle
Remarque :
Seules les 2 premières phases de la gamme sont détaillées ci-après.
La simulation suivant l'axe Oz ne concerne que les phases 20, 30 et 70.
Étape 1 :
Tracer les lignes d'attache de cotes associées au dessin de définition de la pièce et illustration des cotes indiquées par le bureau d'études, qui serviront pour la réalisation de la simulation d'usinage.
Étape 2 :
Illustrer les cotes de fabrication qui seront déterminées par transfert de cotes.
Étape 3 :
Illustration des deux premiers graphes de transfert. S'agissant des cotes directes il n'est pas nécessaire de réaliser un transfert de cote, on illustre juste le fait que la cote à déterminer est également cote condition.
Étape 4 :
Les graphes de transfert 3, 4 et 5 servent pour déterminer des cotes fabriquées grâce auxquelles on remontera, en considérant les épaisseurs de copeau minimum et les intervalles de tolérances économiques, aux dimensions de la pièce brute.
La cote condition est toujours en couleur verte et double trait, elle touche la surface usinée. Etant orientée de droite à gauche elle sera considérée en valeur est mini. Las cotes orientées dans le sens inverse seront des cotes maxi. On vérifie toujours que le transfert est acceptable et que la condition fondamentale est respectée.
Pour la cinquième chaîne deux des intervalles de tolérance des cotes utilisées sont inconnues. Il faut choisir la tolérance sur la cote de brut Cb2-7, elle doit être compatible avec le moyen d'obtention de la pièce brute.
Étape 5 :
Nous sommes actuellement en mesure de déterminer la cote de brut grâce aux cotes précédemment obtenues (graphe de transfert no 6).
Étape 6 :
Pour la détermination de la cote reliant les surfaces 6 et 9 nous sommes obligés de tracer un graphe de transfert composé de 4 cotes.
Étape 7 :
Les cotes pas encore déterminées peuvent maintenant être obtenues en imposant le copeau minimal comme cote condition. La 8ème chaîne comporte 2 cotes dont les IT sont inconnues, il faut choisir la tolérance sur la cote usinée Cf2-10. C'est une tolérance économique d'une cote obtenue en ébauche qui peut être choisie grâce à la documentation technique disponible au bureau de méthodes.




