

Les efforts de coupe : perçage
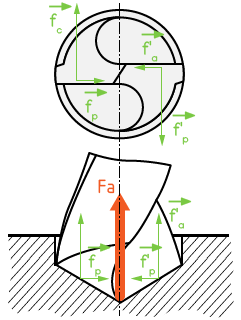
La figure ci-dessous donne une représentation schématique de la situation des efforts s'exerçant sur chacune des arêtes. On observe que la résultante des efforts de coupe s'exerçant sur une arête de coupe admet trois composantes :
 , l'effort tangentiel de coupe,
, l'effort tangentiel de coupe, , l'effort de pénétration,
, l'effort de pénétration, , l'effort d'avance.
, l'effort d'avance.
Si le foret est parfaitement affûté et si le matériau de la pièce est homogène on a
 Les composantes de l'effort de pénétration égales et pratiquement opposées s'annulent, la résultante de l'effort d'avance
Les composantes de l'effort de pénétration égales et pratiquement opposées s'annulent, la résultante de l'effort d'avance
 est portée par l'axe du foret et les forces
,
est portée par l'axe du foret et les forces
,
 constituent le couple résistant au perçage.
constituent le couple résistant au perçage.
On peut donc s'apercevoir de l'importance d'un bon affûtage : en effet une dissymétrie des arêtes provoquerait un écart entre les efforts
 sur chacune d'elles et par là même occasion une déviation de la trajectoire. Pour le calcul de l'effort d'avance on utilise la relation
sur chacune d'elles et par là même occasion une déviation de la trajectoire. Pour le calcul de l'effort d'avance on utilise la relation
 avec
avec
 un coefficient déterminé expérimentalement (voir le tableau suivant),
un coefficient déterminé expérimentalement (voir le tableau suivant),
 l'avance et
l'avance et
 le diamètre du foret.
le diamètre du foret.
Matière | K | k |
|---|---|---|
Aciers R
| 11 | 1 000 |
Aciers R > 600 Mpa | 11,5 | 1 200 |
Aciers inoxydables | 15 | 1 300 |
Aciers au nickel-chrome | 14 | 900 |
Aciers au chrome-molybdène | 13 | 1 600 |
Fontes grises | 8 | 700 |
Fontes GS | 7,5 | 1 100 |
Laitons | 3,5 | 800* |
Alliages d'aluminium | 5 | 850 |
Valeurs données à titre de première estimation | ||

Le coefficient K est appelé coefficient spécifique de coupe : unité N/mm2




