

La géométrie des brise-copeau
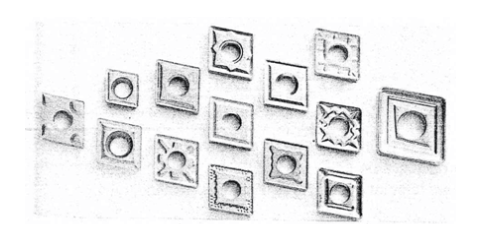
Lorsque le copeau est produit de manière continue, il peut s'enrouler autour de la pièce ou de l'outil. Son évacuation devient délicate et dangereuse, l'état de surface de la pièce peut se détériorer. Il est donc important de fractionner le copeau. Ce rôle est dévolu au brise-copeau, terme désignant l'aménagement des formes de la face de coupe des plaquettes carbure. La figure suivante montre un éventail de solutions possibles pour des brise-copeau d'une plaquette de tournage.
Les démarches de choix présentées ici sont celles du fabricant SECO. La désignation des formes se fait par une ou deux lettres (de RR pour les grosses ébauches à FF pour les finitions fines) complétées par un chiffre caractérisant la robustesse d'arête. Plus le chiffre est élevé, plus l'arête est robuste et plus les avances pourront être importantes. Le tableau ci-dessous permet de sélectionner une géométrie.
Il faut dans un premier temps caractériser le type de brise-copeau sur l'échelle verticale (de FF à RR) en calculant le pourcentage de la longueur d'arête en prise avec la matière. Ceci revient à graduer le type d'opération, de la petite finition à la grosse ébauche. Ensuite, dans certains types, plusieurs modèles sont proposés en fonction de la robustesse d'arête. Les indications contenues dans le tableau permettent d'effectuer le choix définitif.
TYPE | MODÈLE | ||
|---|---|---|---|
Longueur maxi d'engagement de l'arête [%] | 60% | RR | RR9 : Plaquette non réversible pour les opérations de grosses ébauches Renfort d'arête important prévu pour de fortes avances Particulièrement adaptée pour l'usinage de pièces moulées ou forgées difficiles |
R | Plaquette non réversible pour les opérations d'ébauche R4 : coupe douce pour ébauche légère R6 : choix de base pour ébauche normale des aciers R8 : peut supporter des opérations difficiles des les inox forgés ou moulés | ||
40% | MR | Plaquette réversible pour moyenne ébauche combinée à une forte avance MR5 : usinage des inox difficiles et des aciers de construction à forte avance. Arête robuste permettant le travail au choc MR7 : pour les plus fortes avances et profondeurs de coupe importantes qui nécessiteraient normalement l'utilisation d'une plaquette non réversible | |
M | Plaquette réversible pour ébauche légère M3 : usinage des inox courants, des aciers collants et des étirés à avance modérée. Coupe franche diminuant les efforts de coupe M5 : choix de base pour l'ébauche légère des aciers et inox à avance moyenne | ||
20% | MF | Plaquette réversible pour les finitions nécessitant un état de surface correct et pour les ébauches légères demandant une fragmentation fine des copeaux MF2 : choix de base pour la finition des aciers courants et des inox faciles à usiner MF3 : usinage à profondeur de coupe limitée des aciers forgés, des aciers collants et des inox plus difficiles à usiner | |
F | Plaquette positive pour des finitions ou des ébauches légères, utilisée sur des porte plaquette de petites dimensions F1 : coupe franche, pour les usinages courants à avance faible F2 : finition à ébauche légère des aciers et des inox | ||
FF | FF1 : plaquette positive ou négative pour les petites finitions nécessitant un état de surface de qualité dans les aciers courants et inox faciles à usiner. Excellente acuité d'arête et bonne fragmentation des copeaux pour une faible profondeur de passe et une faible avance. |




