Le fraisage en roulant (fraisage de profil)
Pour ce type d'usinage la surface à réaliser est parallèle à l'axe de la fraise, elle est réalisée par une génératrice de l'outil de coupe. On peut travailler respectivement:
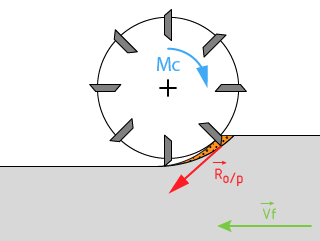
le fraisage en opposition
Il y a travail en opposition lorsque la projection de l'effort de l'outil sur la pièce (
 ) est en sens contraire à la direction du mouvement d'avance.
) est en sens contraire à la direction du mouvement d'avance. Attention : ne pas confondre l'effort
et le vecteur vitesse de coupe.Le mouvement de coupe donné à l'outil est donc l'inverse du mouvement d'avance donné à la pièce.
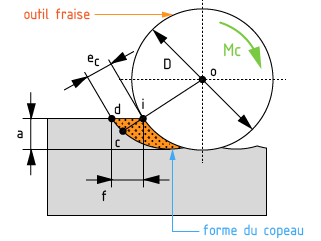
L'attaque d'une dent se fait avec une épaisseur de copeau nulle (voir figure ci-après) et sur une matière écrouie par le passage de la dent précédente. Chaque dent glisse sur la pièce et ne peut tailler le métal que lorsque celui-ci atteint l'épaisseur du copeau minimum. Le résultat est un rendement peu élevé, l'usure prématurée de l'outil et l'écrouissage de la pièce.
Le fraisage en opposition est donc une opération qui est à éviter pour les matériaux très écrouissables.
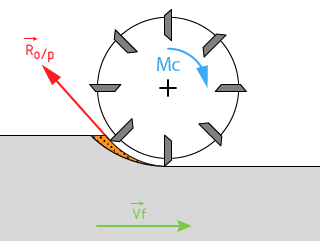
le fraisage en avalant ou en concordance
Il y a travail en concordance lorsque la projection de l'effort de l'outil sur la pièce sur la direction du mouvement d'avance est dans le même sens que ce dernier. Le mouvement de coupe et le mouvement d'avance ont donc le même sens. La dent attaque une épaisseur de copeau maxi et sur une surface non-écrouie. Chaque dent de la fraise coupe un copeau maximum en début de l'attaque; lorsque la dent quitte la pièce, le copeau, devenu inférieur au copeau minimum, est détaché presque sans pression. Les efforts de coupe plaquent la pièce sur le montage. Le résultat de ce type d'usinage est un état de surface amélioré par rapport au fraisage en opposition, mais il est nécessaire d'employer des machines avec un dispositif de transmission de mouvement sans jeu.
C'est une opération à conseiller pour les matériaux très écrouissables, pour les pièces minces et difficiles à brider. Le fraisage en avalant est à éviter sur les machines-outils sans rattrapage de jeu (engagement de la pièce sous la fraise).
Le principal risque pour ce type de fraisage est l'apparition d'ondulations, en raison de la flexion et du faux rond de l'outil fraise.