

Généralités
Dans l'usinage traditionnel, les outils de coupe en contact avec la pièce permettent d'enlever le copeau afin de réaliser des surfaces simples (planes, de révolution, ...).
On rappelle aussi que le copeau est le résultat de l'action de deux mouvements principaux (dont le premier est rapide :
 et l'autre lent :
et l'autre lent :
 ), qui génèrent respectivement un effort de compression et un cisaillement.
), qui génèrent respectivement un effort de compression et un cisaillement.
Selon leur mode d'action, les outils peuvent être classées en :
outils coupants (outils de tour, fraises, forets, etc...),
outils abrasifs (meules, etc...).
La forme de la surface réalisée par un outil de coupe est fonction du profil de sa partie active et de son mouvement. La géométrie de l'outil a donc une influence directe sur les formes usinables de la pièce.
Les outils utilisés en usinage traditionnel peuvent être :
à tranchant unique (outils de tournage et de rabotage),
à tranchant multiple, disposés les uns à la suite des autres (broches), suivant une circonférence (fraises, forets, alésoirs) ou en hélice (tarauds, filières)
Du point de vue de la dépendance entre la forme de l'arête tranchante et le profil de la surface usinée, on distingue :
les outils de forme : le tracé de l'arête tranchante est conçu de façon à engendrer une surface de profil donné (ex. : rainure en té),
les outils d'enveloppe ou de génération : la surface engendrée n'est pas liée au tracé de l'arête tranchante (ex. : outil de tournage).
Du point de vue de la dépendance entre la forme de l'arête tranchante et le profil de la surface usinée, on distingue :
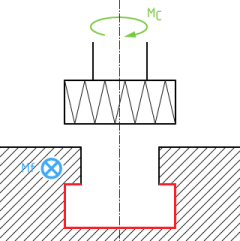 Rainure en té obtenue avec un outil de forme |
|
| 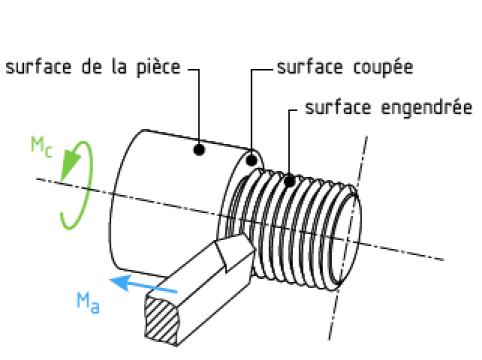 Outil d'enveloppe. La surface usinée ne dépend pas du tracé de l'arrête tranchante |




