Étude de quelques temps technologiques
Définition :
Le temps technologique représente la durée du travail effectué par un (plusieurs) outil(s). Il est fonction uniquement des moyens matériels et tient compte de l'engagement et du dégagement de l'outil.
Temps technologique de chariotage (tournage)
Le temps technologique de chariotage dépends des paramètres suivants :
On exprime alors le temps technologique en chariotage sous la forme : | 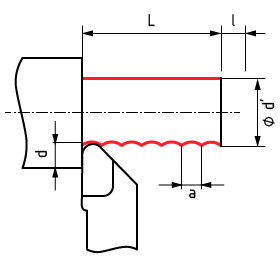 Le Calcul du temps technologique Tt en tournage (chariotage) |
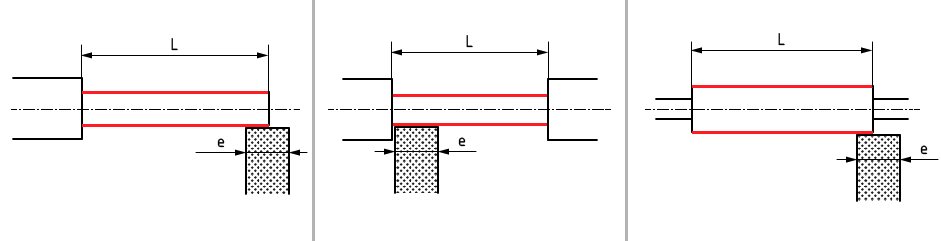
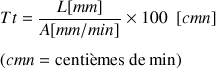
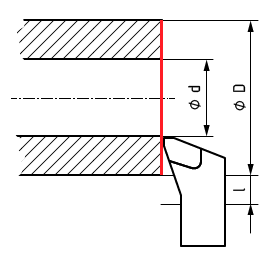
Temps technologique de dressage (tournage)
Le temps technologique d'une opération de dressage s'exprime sous la forme suivante :
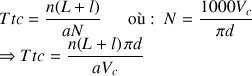
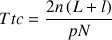
Temps technologique en filetage (tour)
En filetage il faut prendre en compte, pour la calcul du temps d'usinage, le pas du filetage p. On introduit un coefficient k qui dépends de la vitesse de retour du chariot. Cette vitesse peut être égale à la vitesse de travail, ou inférieure.
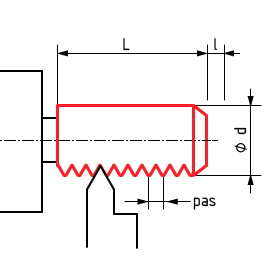
Pour une vitesse de retour égale au temps de travail on aura :
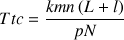
Si on réalise une vis à plusieurs filets (avec m le nombre de filets) alors :
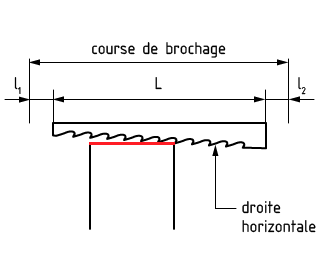
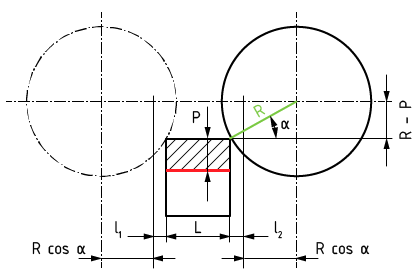
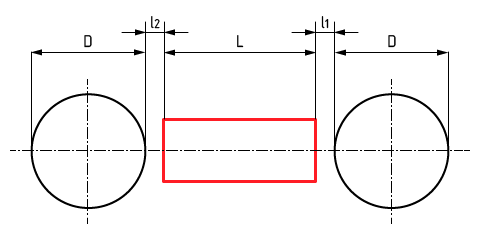
Temps technologique en brochage
Temps technologique pour le fraisage en roulant
Pour les opérations de fraisage on fait intervenir dans le calcul des temps technologiques le nombre de dents Z et le diamètre D de l'outil (fraise). On exprime alors ce temps sous la forme suivante :
Temps technologique pour le fraisage en bout
Dans le cas d'un travail de fraisage en bout nous avons :
Temps technologique pour le rabotage
Le rabotage est une opération d'usinage dont le calcul du temps technologique de coupe fait intervenir des paramètres géométriques liés à la pièce ou encore une vitesse moyenne
 , exprimée à l'aide de la vitesse de coupe
, exprimée à l'aide de la vitesse de coupe
 et à la vitesse de retour
et à la vitesse de retour
 .
.

k est l'angle entre l’arête de coupe et le plan à réaliser(souvent identique avec
 , l'angle d’arête),
, l'angle d’arête),a désigne ici l'avance par double course (mm).
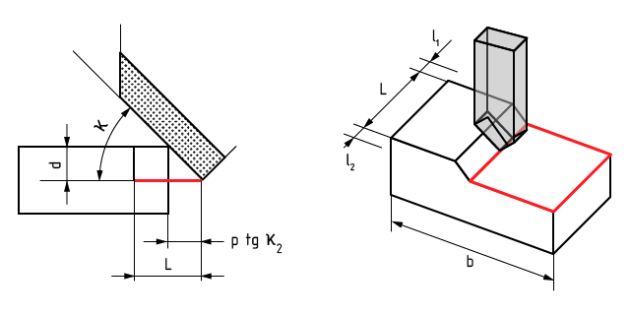
Ce procédé est peu utilisé de nos jours.
Temps technologique pour les opérations de perçage, lamage, alésage
Le temps technologique relatif à une opération de la catégorie perçage, alésage, lamage s'exprime sous la forme suivante :
où k est un coefficient tenant compte de la vitesse de retour, donné pour un trou ou un lamage.
Remarque. Pour le travail de lamage par en dessous, il est nécessaire de majorer le temps en fonction de la complexité du travail.
Temps technologique pour l'opération de taraudage
En taraudage il est nécessaire de prendre en compte, outre la longueur d'approche l1 :
l2 , qui représente la longueur d'entée du taraud + longueur de dégagement
un coefficient k, fonction de la vitesse de retour

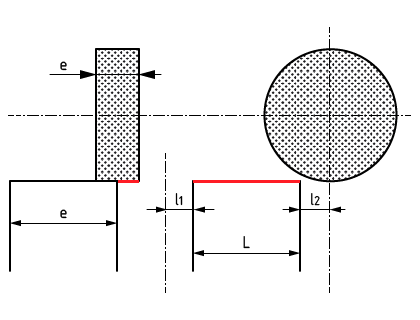
Temps technologique pour la rectification plane
Pour les opérations de rectification plane, outre des paramètres de coupe ou des paramètres géométriques relatifs à la pièce ou à l'outil qui ont déjà été introduits précédemment, on calcule le temps technologique de coupe à l'aide des paramètres suivants :
k1 désigne le nombre passes,
a est l'avance par double course [mm]
V c'est la vitesse de déplacement de la table
e désigne l'épaisseur du meule.
k2=1 si enlèvement matière 1 fois pour 1 aller-retour table
k2=2 si on enlève de la matière à chaque fin de course
Temps technologique pour la rectification cylindrique
La rectification cylindrique concerne des pièces sans épaulement, avec un ou deux épaulements. On utilise respectivement les formules suivantes :
avec 1 épaulement :
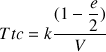
avec 2 épaulements :
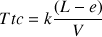
sans épaulement :