Les efforts de coupe : fraisage
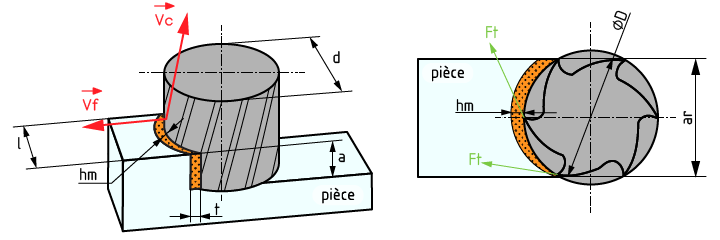
La situation des efforts pour une dent en prise est identique à celle du tournage. L'effort tangentiel de coupe s'exprime de la même façon. La valeur du coefficient Kc dépend également de l'épaisseur du copeau. Ce paramètre étant variable, comme le montre la figure, la démarche de recherche de ce coefficient nécessite de déterminer une épaisseur moyenne de copeau, hm; cette estimation se fait conformément aux cinq étapes décrites ci-dessous.
Étape 1 : Déterminer Kc par rapport à la matière à usiner ; le tableau ci-après donne les valeurs de Kc pour les matériaux couramment utilisés en construction mécanique.
Étape 2 : Corriger la valeur calculée de Kc en fonction de l'angle de coupe γ. On applique une correction de 1,5% par degré de changement d'angle. Un angle de coupe plus grand (positif) donnera donc un Kc réduit et inversement.
Matière | Kc | Matière | Kc | Matière | Kc | Matière | Kc |
|---|---|---|---|---|---|---|---|
XC10 | 275 | Z200C12 | 350 | 10NC6 | 320 | Ft20 | 140 |
XC35 | 300 | Z85W | 410 | 35CD4 | 390 | Ft40 | 180 |
XC80 | 330 | Z8C17 | 320 | FGS 400 | 150 | MP 60-3 | 200 |
A70 | 260 | 90MV8 | 675 | FGS 700 | 225 | Alliage Alu | 95 |
Étape 3 : Déterminer la valeur de l'épaisseur moyenne de copeau, en fonction de l'avance par dent.
Épaisseur moyenne de copeau hm [ mm] | |||||||||
|---|---|---|---|---|---|---|---|---|---|
Avance par dent en mm | |||||||||
ar/D | 0,05 | 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1 |
1/10 | 0,05 | 0,1 | 0,19 | 0,29 | 0,38 | 0,48 | 0,58 | 0,77 | 0,96 |
2/10 | 0,05 | 0,1 | 0,19 | 0,29 | 0,38 | 0,48 | 0,57 | 0,76 | 0,95 |
3/10 | 0,05 | 0,09 | 0,19 | 0,28 | 0,38 | 0,47 | 0,56 | 0,75 | 0,94 |
4/10 | 0,05 | 0,09 | 0,19 | 0,28 | 0,37 | 0,47 | 0,56 | 0,74 | 0,93 |
1/2 | 0,05 | 0,09 | 0,18 | 0,28 | 0,37 | 0,46 | 0,55 | 0,74 | 0,92 |
6/10 | 0,04 | 0,09 | 0,18 | 0,27 | 0,36 | 0,44 | 0,53 | 0,71 | 0,89 |
7/10 | 0,04 | 0,09 | 0,17 | 0,26 | 0,35 | 0,43 | 0,51 | 0,70 | 0,87 |
8/10 | 0,04 | 0,08 | 0,16 | 0,25 | 0,33 | 0,41 | 0,49 | 0,66 | 0,82 |
9/10 | 0,04 | 0,08 | 0,15 | 0,23 | 0,31 | 0,39 | 0,46 | 0,62 | 0,77 |
1 | 0,0. | 0,07 | 0,12 | 0,18 | 0,24 | 0,31 | 0,37 | 0,49 | 0,61 |
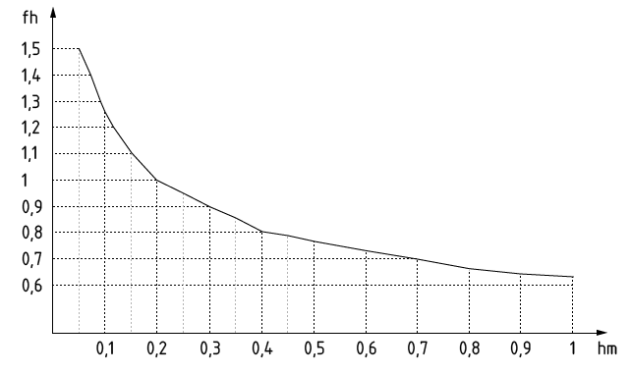
Étape 4 : Rechercher (utiliser le tableau suivant) la valeur de correction fh en fonction de hm.
Étape 5 : Calculer la valeur du coefficient spécifique de coupe pour l'opération considérée en appliquant la formule :

